![]() Software Instructions のバックアップ(No.18)
Software Instructions のバックアップ(No.18)
![]() Software Instructions のバックアップ(No.18)
Software Instructions のバックアップ(No.18)
Lepton2

Trino
TITAN
atom

Arki
|
|
|
ソフトウェア解説ページです †
はじめに †3Dプリンター用ソフトウェア解説ページではスライサーとホストソフトウェアの二種に関して記述しております。 3Dモデリング用ソフトウェアでは別ページを用意する予定です。 本ページではWindowsをベースに説明を行っておりますが、Macの場合でもほぼ同じです。 本ページでソフトウェアの解説を行いますが、3Dプリントの仕方ページに続きます。 3Dプリンター用ソフトウェアでよく使われる用語 †
対応/使用ソフトウェア †Genkei製3Dプリンターでの使用可能ソフトウェア †ホストソフトウェア †・Pronterface(Printrun)
・Repetier
・Simplify3D
and Others (上記代表ソフト、その他RepRap系に接続できるものであれば可能) スライサー †・Kisslicer
http://www.kisslicer.com/download.html ・Slic3r
・Cura
https://ultimaker.com/en/products/cura-software ・Simplify3D
and Others (上記代表ソフト、その他RepRap系に接続できるものであれば可能) 対応OS †
※上記は執筆時点での対応です、今後各ソフトウェアアップデートによって増えるかもしれません。 ソフトウェア環境のセットアップ †3Dプリンターを使用するにあたり上記ホストソフトとスライサー以外に必要なソフトウェアもダウンロード、インストールしておきましょう。 ホストソフトとスライサー以外は3Dプリンターを使用するにあたっては必要ではありませんが、ドライバーやファームウェアアップデートの際に必要になります。 ファームウェア †Arduino †
上記から1.0.5をWinodowsの場合はInstallerを、Mac方はそのままダウンロード、インストールしてください。 Macの場合は解凍後アプリケーションフォルダに入れてください。 WindowsInstallerからインストールした後、32ビット版のWindowsであればドライブC内、Program Files内にArduinoフォルダができ、その中にインストールされます。64ビット版の場合はProgram Files(x86)の中に同様のフォルダにインストールされます。 Genkeiの3DプリンターではArduinoベースのファームウェアを使用、用意しております。
ファームウェアのダウンロード
10/02/2015 アップデート
ファームウェアインストールの準備 (LeptonとTITANとTrino2用) †ファームウェアをインストールする前に、まず上のファームウェアファイルをダウンロードしデスクトップ等わかりやすい場所に解凍します。 中にArduinoAddonsフォルダとMarlinフォルダがあることを確認できれば大丈夫です。 その次に上のU8glibファイルもダウンロードしArduinoのインストール先、windowsだとProgram Files (x86)内のArduinoフォルダ内のlibrariesフォルダに解凍してください。 その他のフォルダがいろいろありますが、それらと同じようにu8glibフォルダが並んでいることを確認しましょう。 MacOSXの場合はアプリケーションフォルダ内にArduinoがあり、右クリックでパッケージの内容を開く、から/Contentsフォルダ内Resources内Java内に上と同じくlibrariesフォルダがありますのでその中に解凍してu8glibフォルダを作成されていることを確認しましょう。 ファームウェアインストールの準備 (atomとTrino1用) †ファームウェアをインストールする前に、まず上のファームウェアファイルをダウンロードしデスクトップ等わかりやすい場所に解凍します。 中にArduinoAddonsフォルダとMarlinフォルダがありますがArduinoAddonsフォルダ内のArduino_1.x.xフォルダ内にあるSanguinoフォルダをコピーし 次にArduinoインストール先フォルダを開きます。 Windows 32ビット版の場合は Program Filesの中、Arduinoフォルダの中にさらにHardwareフォルダがあります。 Windows 64ビット版の場合は Program Files(x86)に同様のフォルダがあります。 Hardwareフォルダを開いたらその中に先ほどコピーしておいたSanguinoフォルダをペーストしたらそのまま閉じて大丈夫です。 これでファームウェアをインストールする準備ができました。
ファームウェアをインストールする手順は後記のファームウェアのインストールを参照してください。 ドライバのインストール †ソフトウェアを使用する前にパソコンと3Dプリンターが相互通信できる状態にしましょう。 パソコンと3Dプリンターを接続するにはUSBドライバをパソコンにインストールする必要があります。 Winodowsの場合通常Winodows Updateサーバーから電源の入った3Dプリンターを接続すると自動的にダウンロードとインストールが行われますが、自動インストールが行われない場合は以下を行ってください。 まず下のリンク先の対応するOSのリンクからファイルをダウンロードし、デスクトップ等わかりやすい場所に解凍して解凍したフォルダを置いておきます。
Windowsの場合、コントロールパネルから「デバイスとプリンター」または「デバイスマネージャ」内の!がついている接続された未指定の機器を右クリックし、ドライバーソフトウェアの更新からドライバーをインストールしてください。 (画像はデバイスとプリンターから)
ドライバーソフトウェアの更新から(またはプロパティから)ドライバーをインストールする際、以下のように自動検索するか手動でインストールするか選ぶ際に下の手動を選びます。 指定保存先を先ほど解凍しておいたフォルダを選択し、インストールをしてください。
上画像はUniversal Serial ConverterとPortが両方それぞれにインストールされました。 従って場合によってWindowsは二度インストールする必要があります。 MacOSXの場合はダウンロード後dmgファイルをダブルクリックし、中に入っている2つのパッケージのうち新しい物をインストール開始してください。 ドライバーのインストールが正常に完了し、電源の入った3Dプリンターをパソコンに接続したときにコントロールパネルからデバイスとして正常に認識していることを必ず確認してください。 3Dモデルのスライス †3Dプリントするには3DモデルをスライスしてGcodeファイルを生成しなければ3Dプリントできません。 逆に言えば3Dプリンターを使用する時のソフトウェア操作の大半はスライス設定が一番大切な部分になります。 Simplify3Dでの設定 †
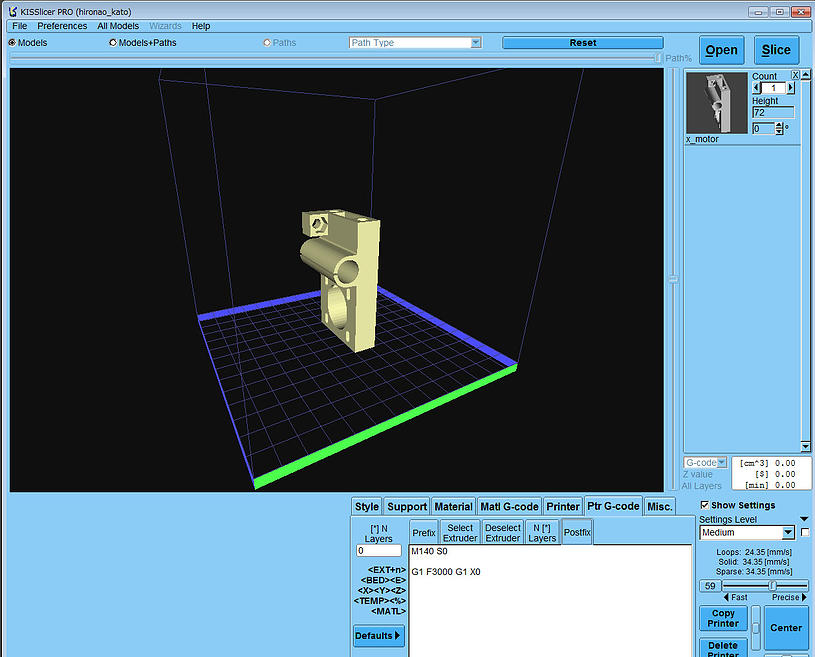
Kisslicerでの設定 †以下では無料で使えるKisslicerで説明します、スライスソフトはそれぞれ違うUIや操作がありますが、基本機能と用語は同じなので以下の要領を得れば他のソフトでも設定が可能です。 Kisslicerを起動します。 UIの色合いはお使いのバージョンでは色がかわっているかもしれません。 Kisslicerでの注意ですが、Kisslicerは終了後設定ファイルを4個生成するのでセキュリティ等の権限がかかっているパソコンでは権限などによって生成エラーがでてしまうので注意してください。 初期起動時はビギナー、ミディアム、エキスパートモードがありますが、最初からエキスパートで大丈夫です。 右上からModel, Models+Paths, Pathsと3つのビューモード。大きく3Dビューと 右下のShow Settingsのチェックボックスにチェックを入れるとメイン詳細設定が表示されます。 (画像は詳細設定表示されている状態です) 3Dビューで左クリック押しっぱなし、右クリック押しっぱなし、スクロールホイール押しっぱなしでそれぞれカメラの回転や平行移動(パン)やズームイン等できます。
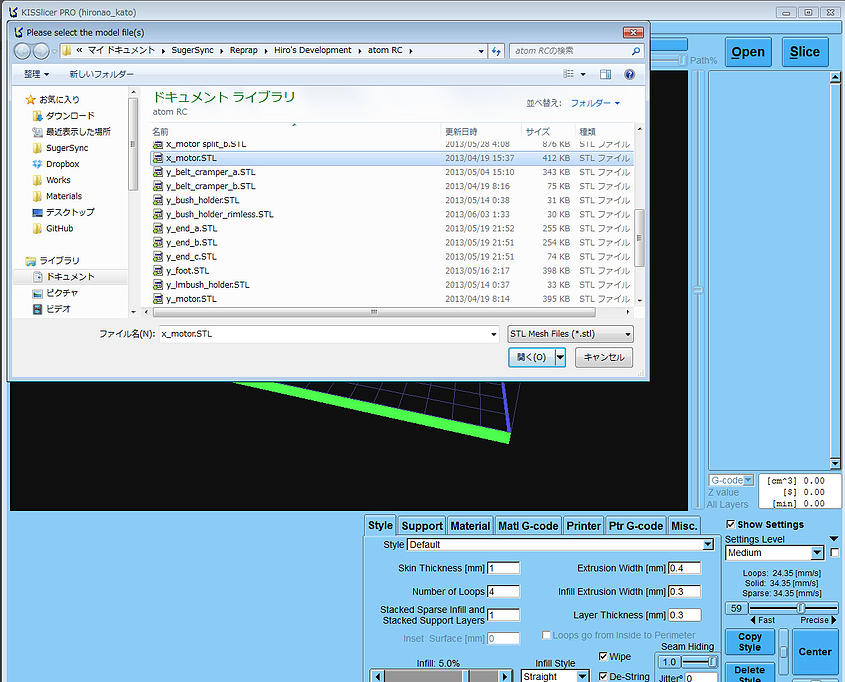
Openボタンから3Dモデルを開いてみましょう。 STLファイルを開くことができます。
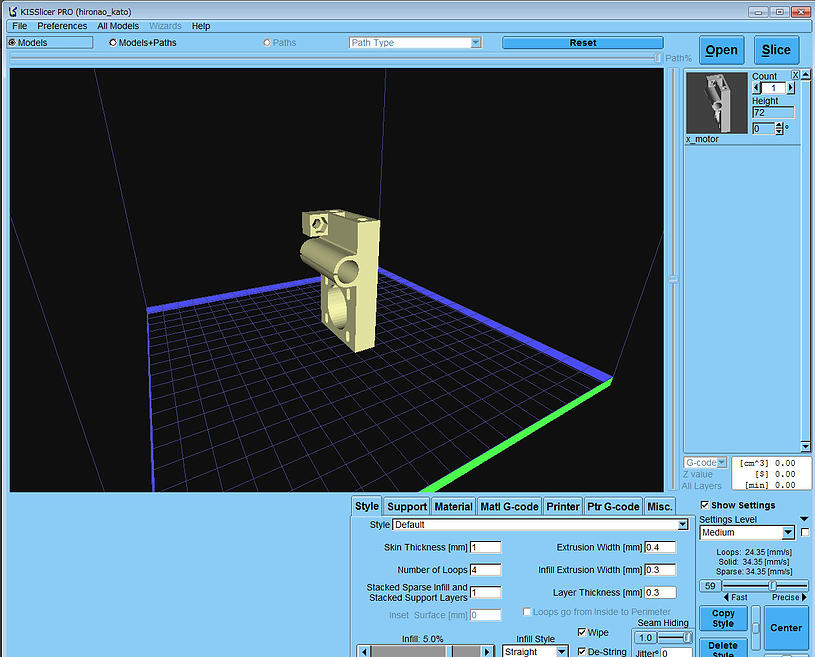
Styleタブをクリックして設定を始めましょう。 他のソフトではStyleとは呼びませんが、基本的な設定をする項目の一つです。 お使いの3Dプリンターのノズルが0.4mmのノズルであればExtrusion widthを0.4へ、カスタムノズル径を扱っている場合は0.3mmの場合は0.3にしましょう。 Infill Extrusion widthは上と同じ設定で、 Layer Thicknessは0.4mmノズルの場合は最大0.3mmの積層、 0.3mmノズルの場合は最大0.2mmの積層ができます。 どちらも最小積層厚はご自分で設定してみて試してみましょう。 (ちなみに0.05mmは50ミクロンという意味になります。) Number of Loopsは3Dプリント物の壁の厚みを何周単位で設定できます、つまり0.4mmノズルを使用して1Loopしかしない場合、壁の厚みは0.4mmとなります。大体3~4Loopがちょうどいいプリントスピードと堅牢度です。 一番左したのInfillのゲージで充填率を変えられます。100%にすると3Dプリント物が100%プラスチックになり、10%などにすると中を10%しか埋めません。 隣のInfill Styleでは中の埋め方をStraightでは斜線、Octagonalでは八角形埋めです。他にも試してみましょう。 下の画像ではLoops go from insideというチェックが入っていませんが、ここでは入れておきましょう。 これにより壁のループを内側から外側にループする順序になります。
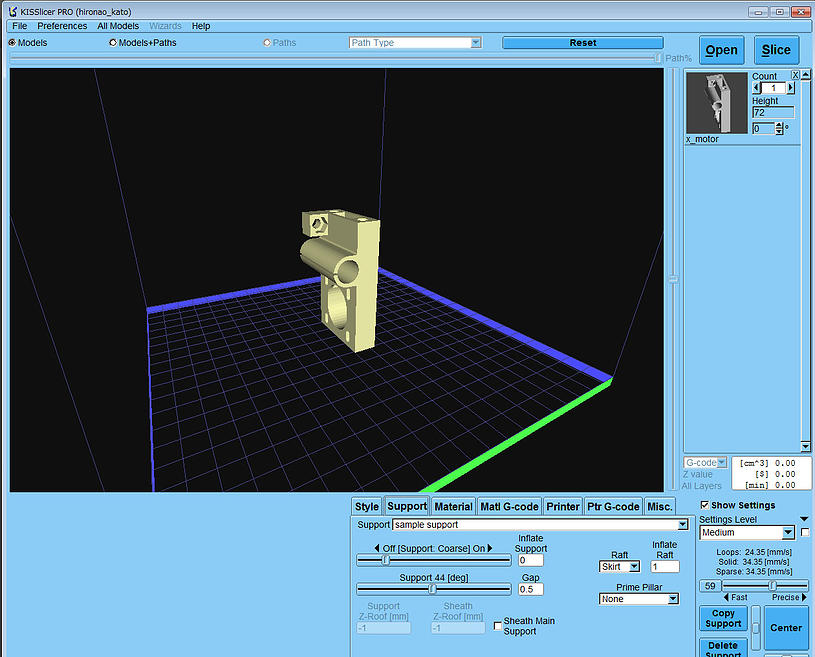
Supportタブを開いてサポート材の生成に対する設定を行います。 Supportゲージを一番左にするとサポート無。 右に設定すればするほどより細かいサポート材生成へ。 サポート材はモデルの傾斜があるときや宙に浮いた部分があるとその下に生成されます。 サポートアングルはStyleタブで設定したLoops go from insideをオフの場合最低45度設定、チェックがオンの場合は55-65度の角度まで耐えられます。 PLA出力の場合のRaftはSkirtで問題ないですが、ABSの場合はGridやPillar等がお勧めです。(しかし後処理が面倒です。) Prime Pillarをオンにすると一番背の高いモデルと同じ高さの薄い円柱を同時に出力します。 このただの円柱をわざとプリントすることによってプリント物を空冷することができます。
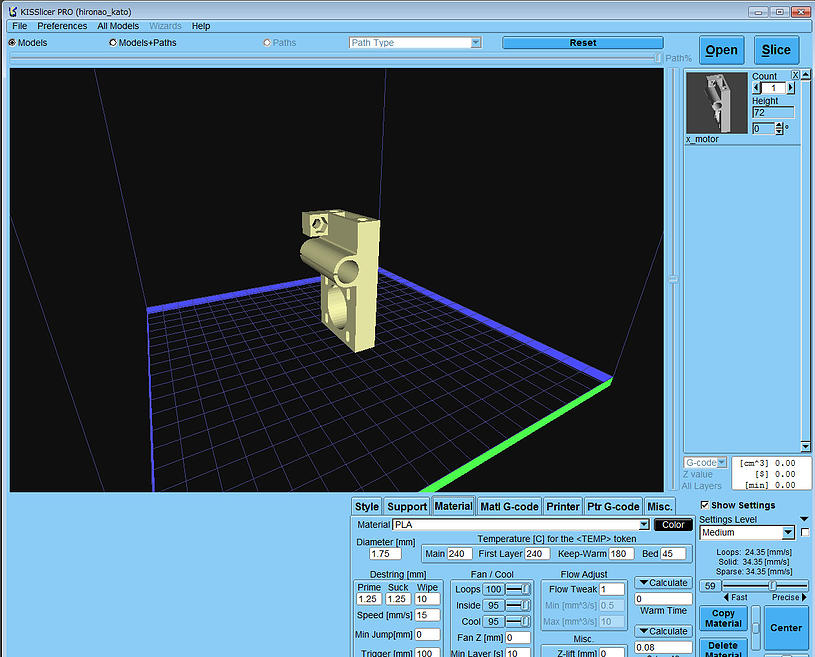
Material(素材)設定を行いましょう。 画面はPLA用として設定しています。 フィラメントの径が1.75-1.8mmの場合はDiameterをその値にしてください。 主にPLAやABSを最初に使い始めるかと思います。 PLAは190-220度に設定してください(画面では240度) ABSは230-240度に設定してください。 ヒーテッドベッド(HBP)を使用されている場合PLAのベッド温度は60度、ABSのベッド温度は110度を推奨しています。 フィラメントの製造元によって融解温度が変動するのでお持ちのフィラメントのスペックを今一度確認しましょう。 右下のCopy Materialボタンを押すとそのマテリアル(素材)のプリセットを保存してくことができるのでABSや他の素材プリセットを作っておくことをお勧めします。 左下のPrimeとSuckでは、射出を止めノズルを次のポジションに移動するときに素材の引き抜き動作を行います。 エクストルーダーモーターとノズルが遠い機構を備えている場合、5-7mm程度にしSpeed40mm等、早めにして精度を上げることができます。 標準では画像のような数字でも問題ありませんが、Speedの上限はLepton,Trino,新TITANのような遊星ギアが付いているモーターの場合40mmを上限に、従来のatomやTITANではPrimeとSuckを1-2mm、Speedを15mmにしましょう。
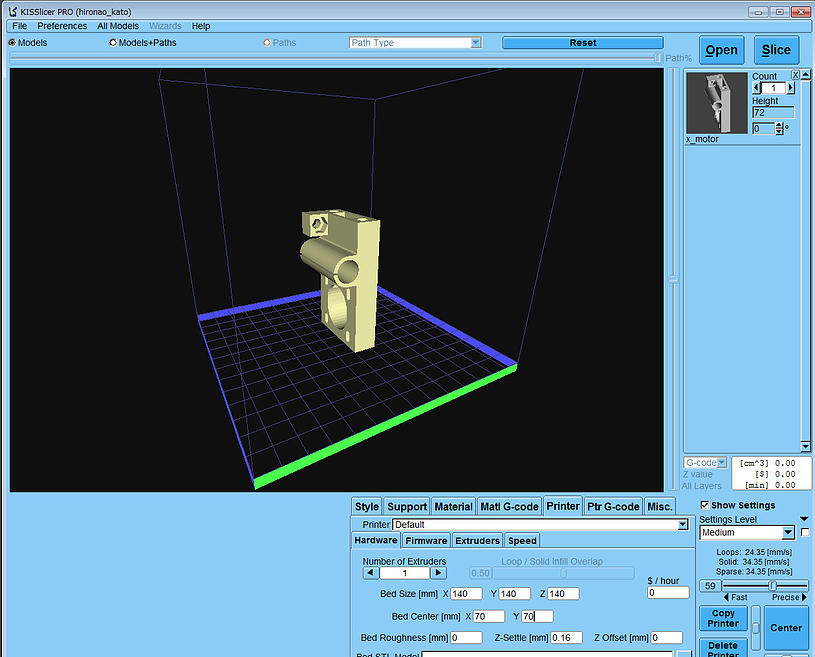
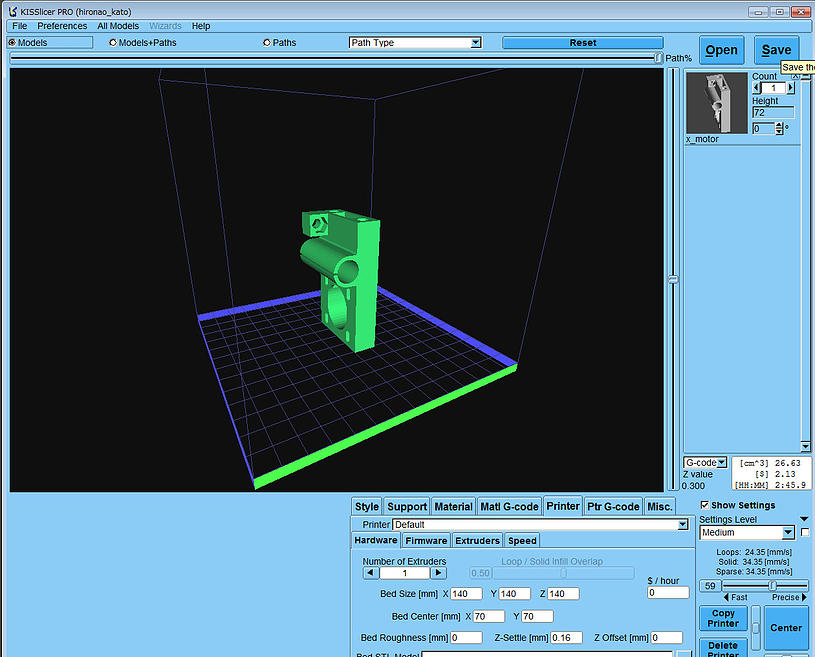
Printer設定になります。 Hardwareのタブでお使いの3Dプリンターの最大エリアを指定します。
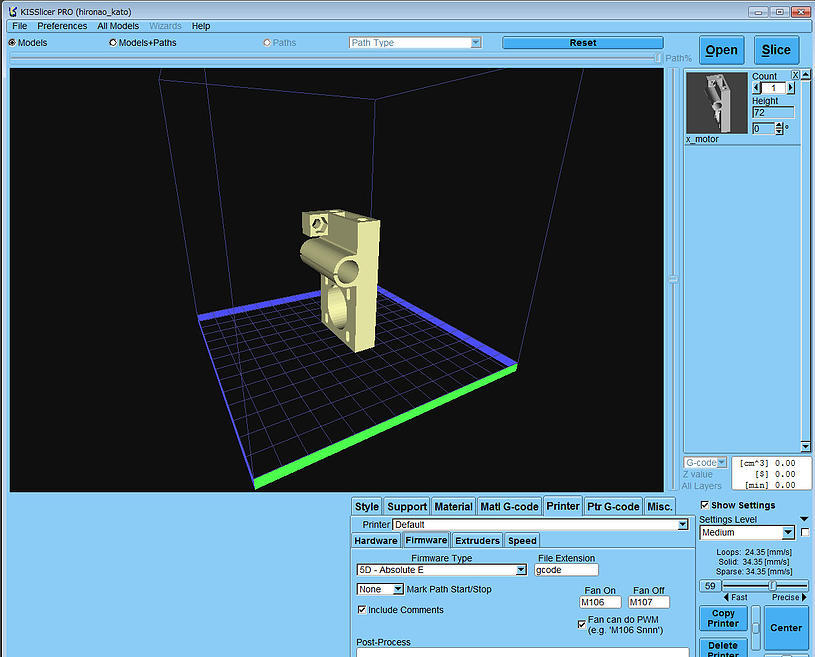
Printer設定内、Firmwareの設定です。 5DのAbsolute-Eにしてください。 これをしっかり設定しないと射出されません。 (仮にRelative-Eにするとプリント時に射出がされずにヘッドだけ動きます)
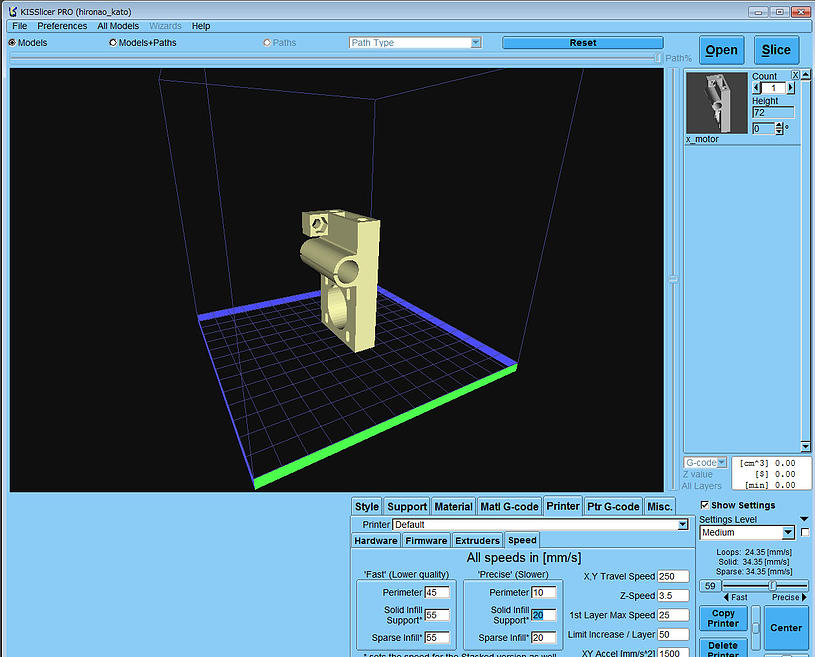
Extruderのタブでは設定する部分がありませんのでその次のPrinter設定内、スピードの設定です。 Fast欄が最速値、Precise欄が最低速度(高クオリティ)の値です。 さらに右のスライダーで最速プリント、最高クオリティプリントの設定がGcode設定都度に容易にできます。 従来型のホットエンドとエクストルーダーでは最低速度を上から8.5.5mm、最高速度を上から40.40.35としていましたが、 新型ホットエンドとエクストルーダーでは最高速度を100にしても大丈夫です。 しかし遅くプリントすればするほど精度や表面のクオリティが上がります。 新型では50-60mm/s程度を基準とするとよいでしょう。
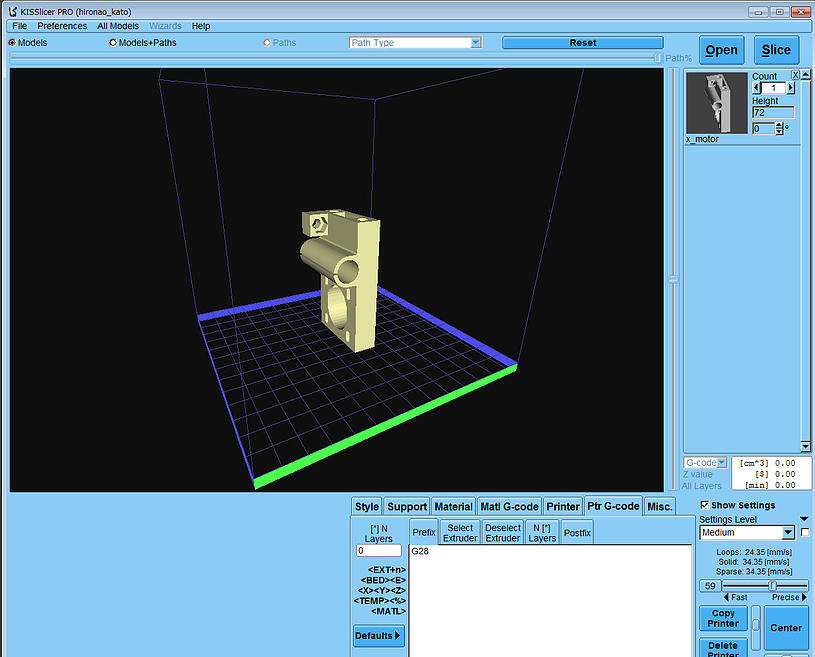
Ptr G-codeタブは Printer G-codeの略です。 ここではプリント開始時や終了後、またはデュアル時のGcodeに追記することができます。 PrefixはGcodeの先頭部分に記述されます。 G28 と入れるとプリントを始める時に全軸が0.0.0のホーム位置に戻ります。 最新版のKisslicerではその他にもベッドの温度を自動であげたりする記述もあるのでデフォルトのままで大丈夫でしょう。
PostfixでGcode末尾に追記可能です。したがってプリント終了直後に何かさせることができます。 M140 S0によってプリントが終わった後、ホットエンドの温度を0に設定し温度を下げます。 G1 X0によってプリントが終わった後、X軸だけ0に戻ります。 こちらも最新版のKisslicerではそのままでもいいかもしれません。 しかしPreFixとPostFixの記述内容は他のスライサーでも使えますので参考になるでしょう。
さて全ての初期設定を終えたら一度Kisslicerを終了してみましょう、問題なければKisslicerのフォルダ内に4つのini設定ファイルが自動生成されます。 そしてまたKisslicerを起動後、プリントしたいモデルを開きなおします。 右上のSliceボタンを押すとスライスが始まります。
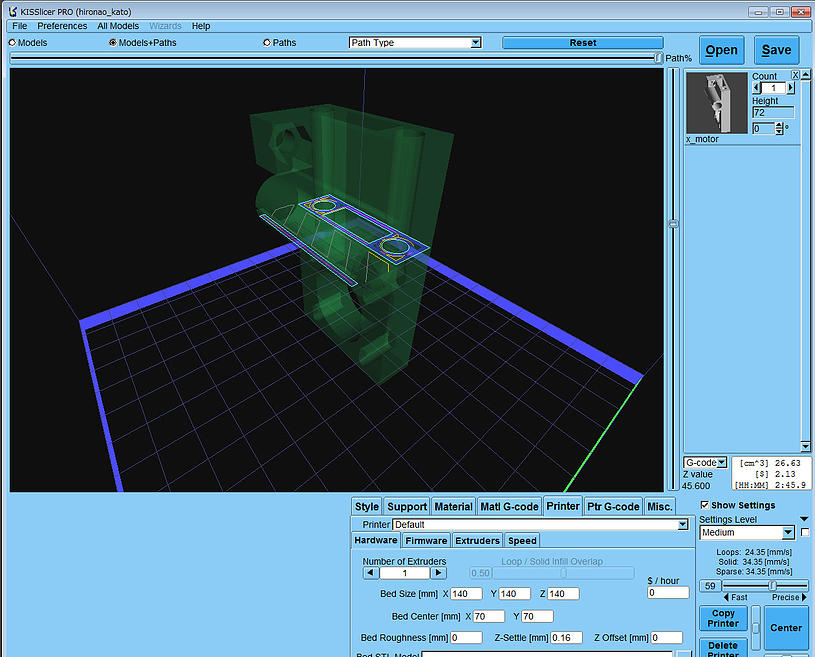
スライスが終わった後、ビューモードをModels+Pathsにすると3Dビューの右の縦スライダーでレイヤーごとのパスが見ることができます。
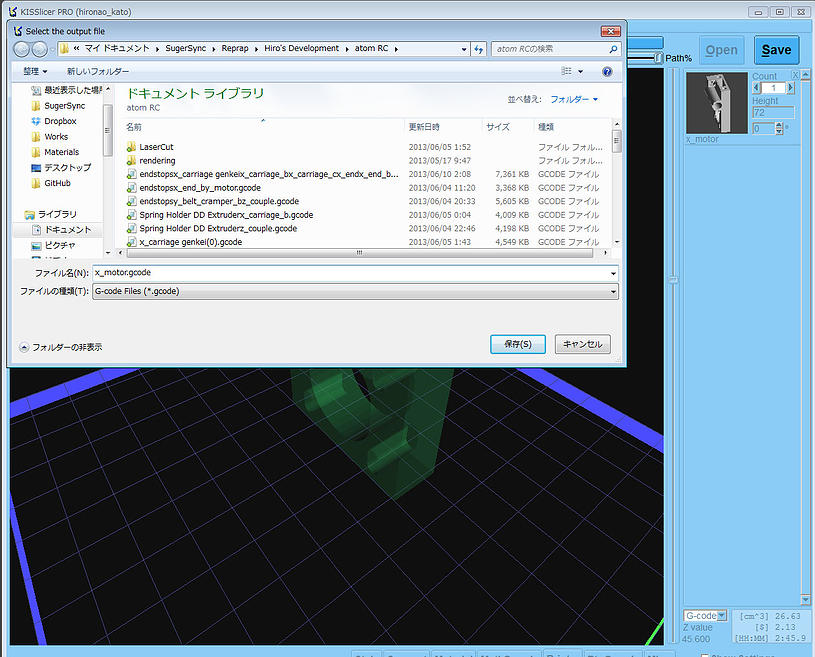
確認し、問題なければ右上のSliceがSaveになっているのでクリックするとGcodeを保存することができます。
任意の場所にモデルをスライスしたGcodeを保存します。 これでGcodeファイルをKisslicerで生成する流れが終わります。
ファームウェアのインストール †※ファームウェアはGenkeiから購入の3Dプリンターは組立てキット以外にはすべて初期インストール済みです。 以下の手順はアップデートやカスタム時にご利用ください。 †LeptonとTITANの場合先に入れておくもの †https://bintray.com/olikraus/u8glib/Arduino からu8glibというファイルをDownloadからダウンロードし、 Zipファイルを解凍するとU8glibというフォルダが生成されます。 ArduinoがインストールされているArduinoフォルダ(Windows64ビット版のPCを使用の場合ドライブCのProgram Files(x86)内)を開き、その中のlibrariesフォルダの中に先ほどのU8glibフォルダを入れます。 Arduinoを起動します。 †
起動読み込み後、下のようにメモ帳のように起動します。
Arduinoからファイルを開きます。 ファームウェアの解凍後のフォルダ内にMarlinフォルダがあり、その中にMarlin.inoを開きます。
ツールからマイコンボードを選択します。 atomとTrino1の場合はSanguinololuを選択します。 TITANとLeptonの場合はArduino Mega 2560 or Mega ADKを選択します。
ツールからポートを選択します。 ポートは制御ボードのUSBポート番号と同じものにします。
画面左上の「→」ボタンから書き込みが開始されます。
無事書き込みが完了すると以下のように書き込みが完了した通知が出ます。
>>注意:書き込みエラーが起きる場合、ファームウェアをArduinoで開いたとき誤まって何か記述してしまったか、ファームウェアに変更を施す際、セミコロンの付け忘れやコメントアウト以外に全角文字をいれたり誤まった記述をしてしまう等、プログラミングの記述として成り立たない書き込みをした場合エラーが出されます。 日付 †日付 &date;
date?
日付 &date; 日付 &date; 日付 2015-09-01 時刻 &time;
|
|
|
|