![]() Lepton2 のバックアップ(No.6)
Lepton2 のバックアップ(No.6)
![]() Lepton2 のバックアップ(No.6)
Lepton2 のバックアップ(No.6)
Lepton2

Trino
TITAN
atom

Arki
|
|
|
Lepton2 3Dプリンター: Wiki&解説ページです †

はじめに 絶対にお読みください †3Dプリンターは使い方次第で今まででは実現不可能だった物を作り出すことができる次世代の必須機器ですが私たちがいつも利用している家電製品とは違い、どちらかというと工具や道具のような存在です。 射出部分は高温になり消耗したり、使用素材の多様化によって多くのユーザーによって新しく解明しいく未知の部分が多く、それによる部分的な故障も多く起こります。 多くの家電製品のような故障したら終わり、ではなく、3Dプリンターは道具のように自分でメンテナンスしたり直すことが必要です。 3Dプリンターでよく使われる用語* †
Lepton3Dプリンター導入解説動画 ※NEW!! †
3Dプリンターと3Dプリントをより深く知る ※NEW!! †
バレル詰まり解消後Tips:
Lepton Wiki †設置について †設置場所 †
動作音に対するTips 超静音化キットを使用しないでもある程度の駆動音対策をすることができます。 週刊少年誌のような厚めの週刊誌を土台にして設置するとモーター駆動の振動を設置面(机の天板等)に伝えないようにできます。 尚静音化キットは根本的にモーター駆動を電気的に解決するためモーター駆動による振動が極限に抑えます。 初期起動の確認 †
必要ソフトのダウンロードとインストール †ドライバーのインストールとプリンター接続の確認 †Arduinoのダウンロードはこちら (1.6.x系をダウンロードしましょう) https://www.arduino.cc/en/Main/Software まずパソコンと3Dプリンターが正常に接続されるか確認してみましょう。 以下のソフトウェア解説から詳しい解説をしています。 http://wiki.genkei.jp/?Software%20Instructions#rd9d93d7 3Dプリント用ソフトウェア の用意 †MatterControl?はこちら http://www.mattercontrol.com/#jumpMatterControlDownloads MatterControl?にはLepton2のプリセットが既にプログラム済みです。 Simplify3Dはこちら http://www.simplify3d.com/ Simplify3D用設定ファイル †Simplify3Dをお使いの方は以下のファイルをダウンロードしてください。
2016年12月更新! ダウンロード後、Sipmplify3Dを立ち上げ、FileからImport FFF profileを選び、Lepton.fffファイルを選択します。 選択したら3Dプリントの設定項目であるFFF SettingからインポートしてきたLeptonを選択してOKを押します。 プリント開始の仕方 †3Dプリントの仕方ページに移ってプリントを開始してみましょう! http://wiki.genkei.jp/?3D%20Printer%20Guide Lepton2用リールホルダー †まずは練習としてLeptonでプリントをするとき、まず最初に背面に取り付けられるフィラメントのリールホルダーをプリントしてみましょう。
取り付け方: リールホルダーを造形後、Lepton2本体側面にある穴にリールホルダーをあててM3ボルトとM3ナットでとめましょう。
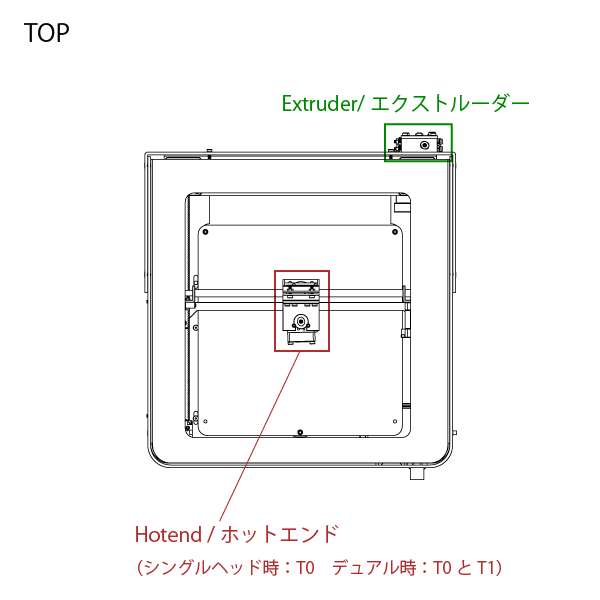
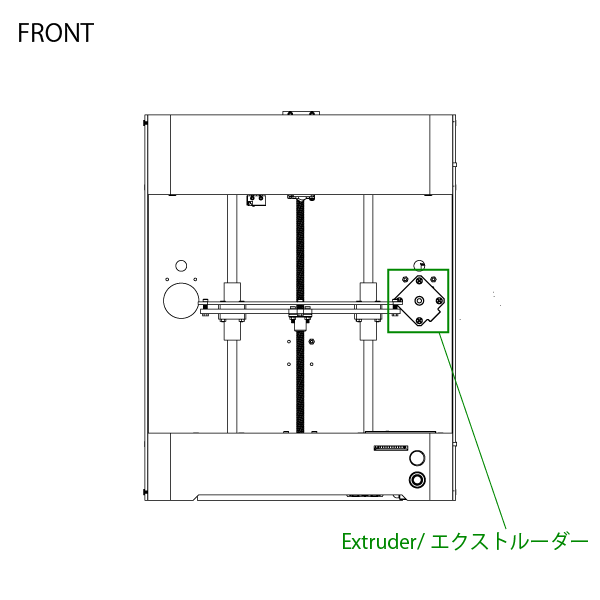
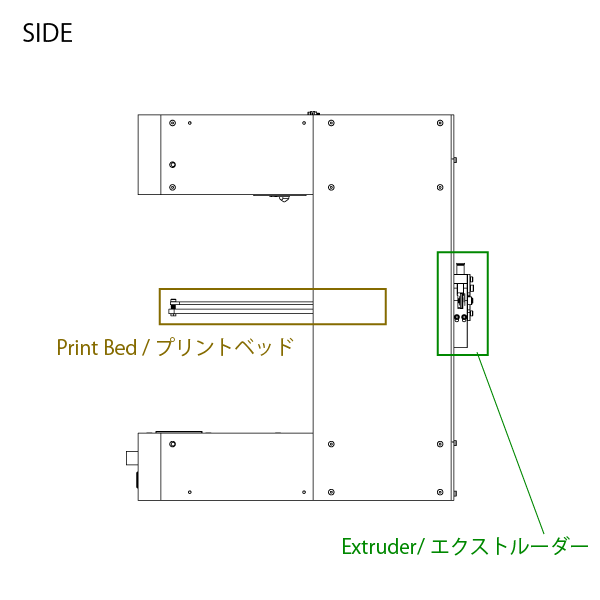
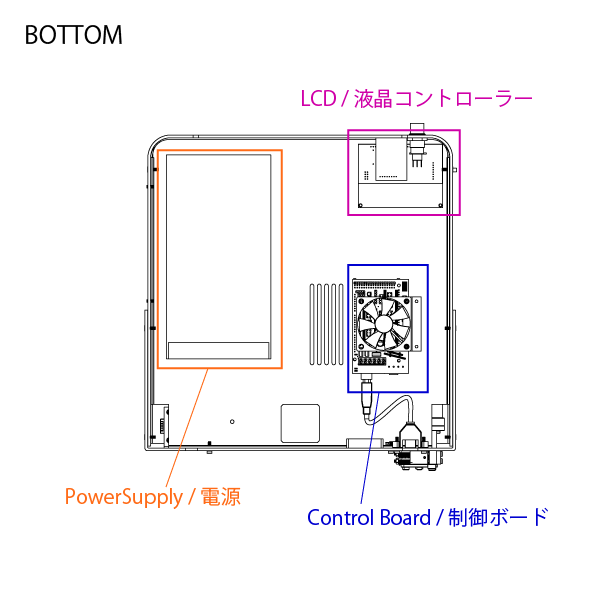
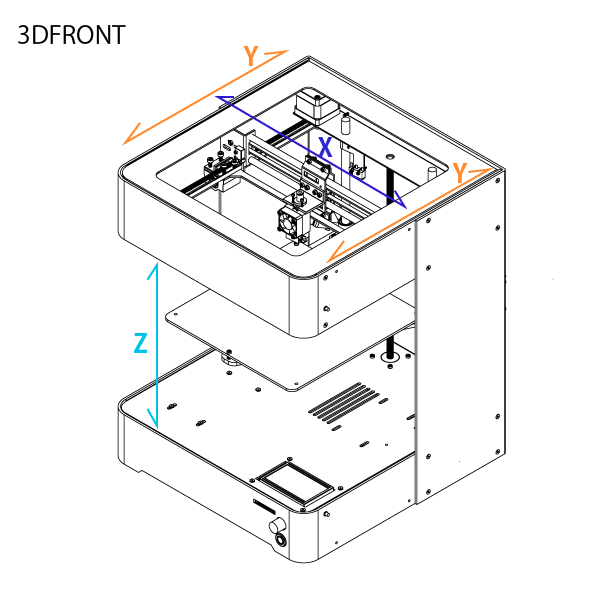
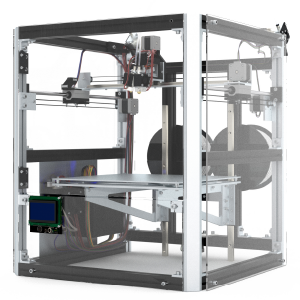
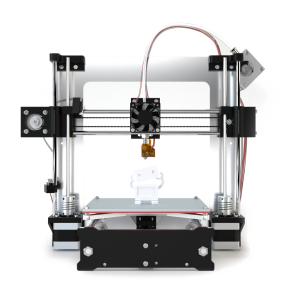
機体解説 †各部呼称 †
本体スペック †
Speed / プリントスピード: 5~120mm/s W/幅 : 364mm D/奥 : 375mm (リール無しの場合) H/高 : 425mm
X軸 200mm Y軸 200mm Z軸 200mm (H/高さ)
0.3 (0.4mmノズル時)~ 0.025mm
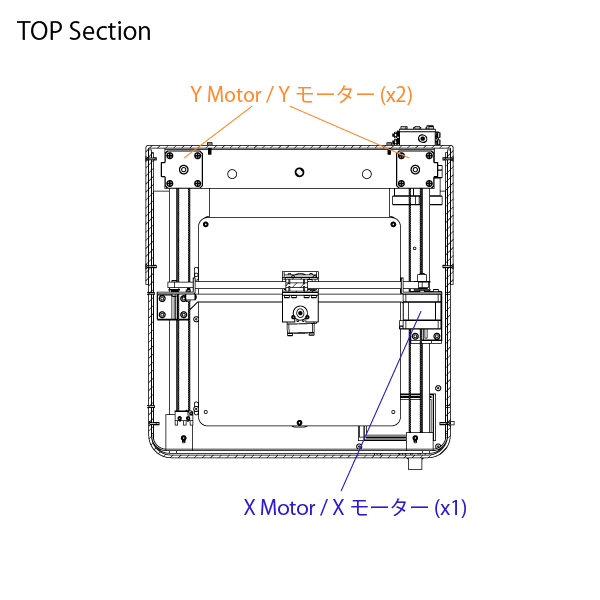
5~100mm/s (工場出荷時、ユーザー設定次第で上下します。) 出力可能素材 †Genkei製3Dプリンターは多様な素材とプリントクオリティに特化しております。 PLA (ノーマルPLA、PolyPlus?、PolyMax?、テラマック、その他PLA系) ABS (ノーマルABS、ABS pro、SmartABS、TITAN X、、その他ABS系) PET (ノーマルPET、T-glase(PETT) 、PETG、HDGlass、その他PET系) Nylon (Nylon618、Nylon648、Nylon Bridge、Nylon910、Alloy90、その他3Dプリント用Nylon) TPE (PCTPE、その他TPE系) ゴム・TPU・TPC (NinjaFlex?(TITAN用)、PolyFlex?、FlexPLA、FillaFlex?(TITAN用)、その他TPU系、硬度に依存) 木材 (木材粉末混合素材、Polywood、ココナッツ、竹、コルク等) 金属 (金属粉末混合素材、銅、鉄、黄銅、ブロンズ等) PVA (水溶性ポリビニール素材) ポリカーボネート (PC-Plus、PC-Max) Co-Polymer (Co-polymerXT、カーボンXT、nGEN、ColorfabbHT) HIPS (ノーマルHIPS、Limosolve(溶解用)、その他3Dプリント用HIPS) 「この素材どうでしょう?」というご質問もご連絡ください。 X軸周り †説明 2-1 †タイミングプーリーとタイミングベルトでキャリッジを動かす仕組みになっています。X軸のステッピングモーターが駆動することによってXキャリッジがX軸方向に移動します。 製品版と0号機との変更点 †注意点 2-2 †
Xキャリッジのベルトを止めているパーツからベルトが抜けてしまうことで、緩んでしまうことがあります。
ベルトの張り方動画はこちら Y軸周り †説明 2-1 †タイミングプーリーとタイミングベルトでX軸を動かす仕組みになっています。2つのY軸のステッピングモーターが駆動することによってY軸が前後に動きます。 注意点 2-2 †
Yキャリッジのベルトを止めているパーツからベルトが抜けてしまうことで、緩んでしまうことがあります。
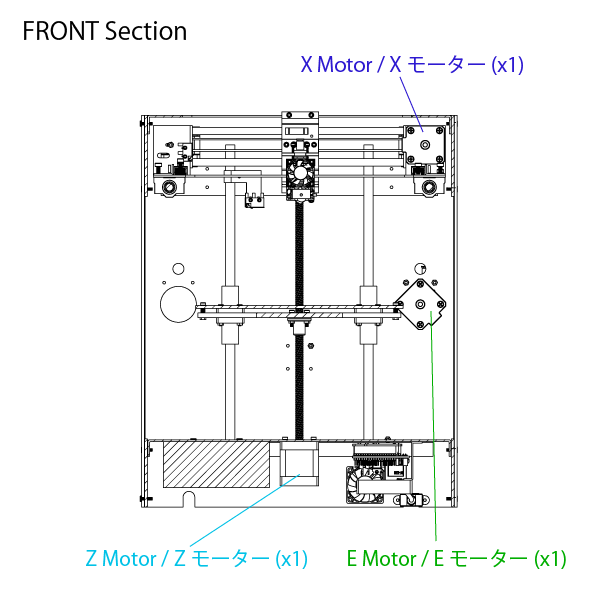
Z軸周り †説明 2-1 †Z軸のステッピングモーターが回転することで、ベッドを上下させます。ノズル先とベッドの距離を調整しないと、うまく出力することができなくなってしまいます。 注意点 2-2 †
Z軸のリミットスイッチが下に位置しすぎているので、ノズルが下がりすぎてしまいます。
Z軸のリミットスイッチが上に位置しすぎているので、ノズルが上がりすぎてしまいます。
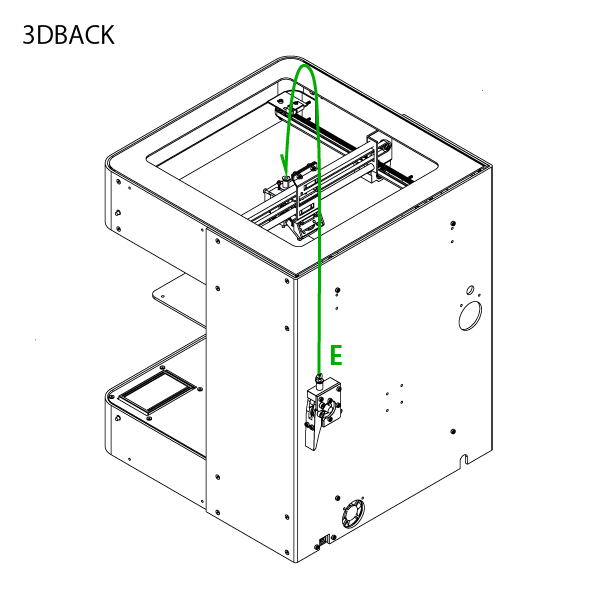
エクストルーダ †説明 2-1 †ステッピングモーターに取り付けたドライブギアでフィラメントを押し出したり、引き抜いたりします。 注意点 2-2 †
長時間稼動し続けていると、ドライブギアがフィラメントのかすで詰まってしまい、フィラメントを上手く押し出すことができなくなってしまいます。
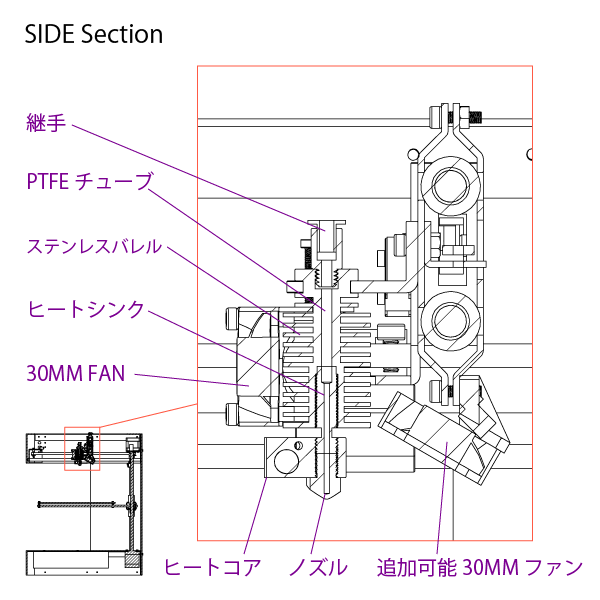
ホットエンド (ノズル周り) †説明 2-1 †Leptonに使用されている新型2ピースノズルではホットエンドの温度域を更に上げることができ、今までよりも幅広種類のフィラメントを出力することができます。 プリント可能パーツ †
注意点 2-2 †
ホットエンドが十分に加熱されていない状態で、フィラメントを押し出すと、ノズル詰まりの原因となってしまいます。 ホットエンドで溶けたフィラメントがコールドバレルまで戻り、そこで冷えて固まってしまい、フィラメントが押し出せなくなってしまいます。
まず電源がちゃんと入っているか確認しましょう! 電源プラグをコンセントに入れた後ファンは回りますが前面右下のメインスイッチも入れましょう。 サーミスタの線が抜けている。 電源の電力が足りていない。 ホストソフト、スライサーで、ベッドの温度を設定していない。 サーミスタがヒートコアから抜けている。 ヒータが故障している。 以上のような可能性がございますので改めてご確認ください。
Z軸の昇降が適切に動いていないです。原因としては主にZ軸のモータードライバの電圧が高い可能性があります。
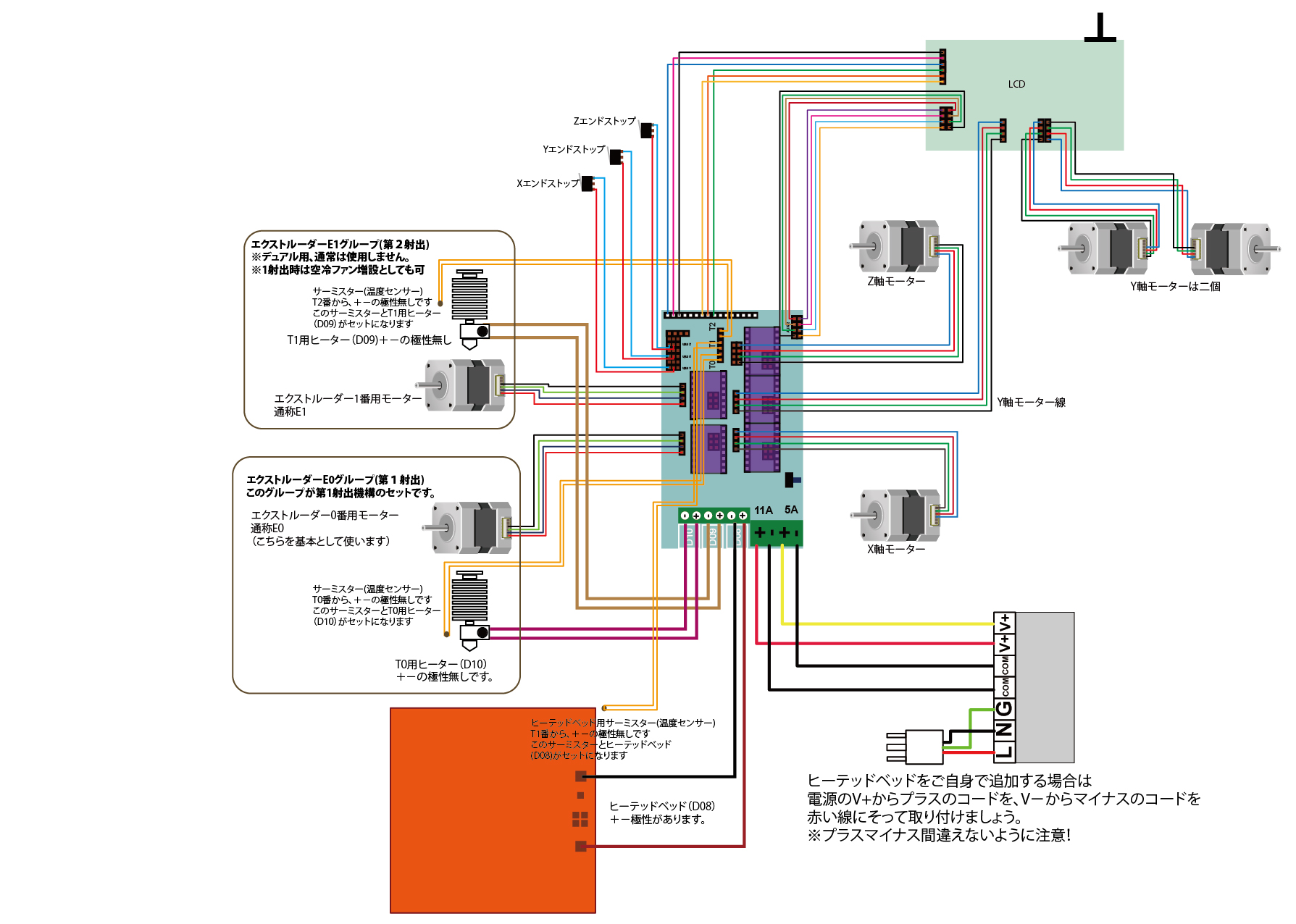
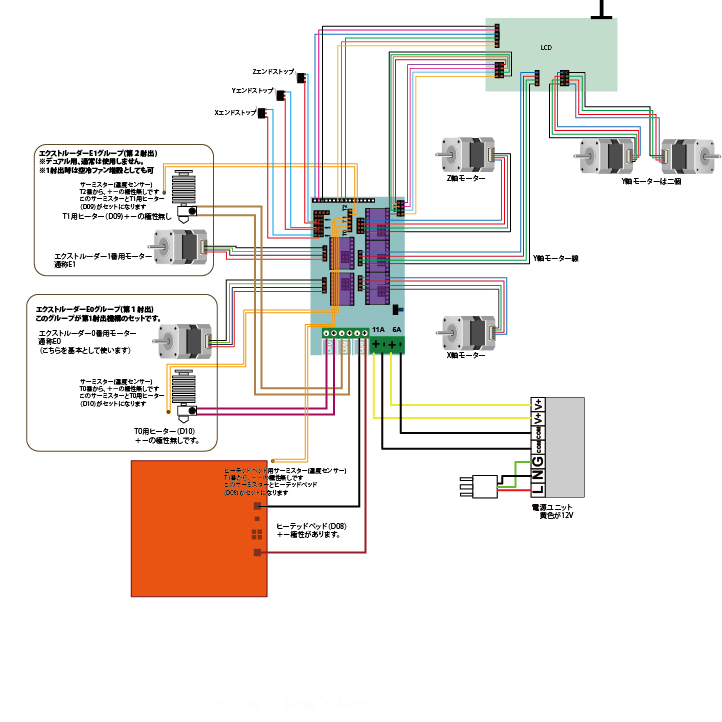
プリントベッド †ヒーテッドベッド(HBP)の導入と実装 †もし追加購入された場合はご自身で実装しますが、図解を見てみましょう。 必要な手順は数ステップ、 1 HBPのサーミスターをT1の部分にさしましょう 2 HBPのパワーコードをD8のポートにさしてドライバーでつけましょう 3 下記イメージのRamps制御ボード使用している場合は電源本体からプラスとマイナスのコードを取り付け、制御ボードの右下、にコードを接続しましょう。 (画像右下にも説明があります)
説明 2-1 †3Dプリンターにとってベッドの平面が出ていることがとても重要です。ベッドを支えている3点のボルトを上下させることで平面出しが調節出来るようになっていますので。 もし平面が出ていないときはここで調節を行ってください。 ベッドとノズル先の間に距離は0.1mm(紙1枚分)ほどが好ましいです。調整するときはZ軸のリミットスイッチに位置を調整するか、コントロールソフトでZ-Axisをオフセットすることで合わせます。 注意点 2-2 †・ベッドの温度が温まらない ヒーテッドベッドの電源の線、サーミスタの線が抜けている。 電源の電力が足りていない。 ホストソフト、スライサーで、ベッドの温度を設定していない。 ・ベッドにフィラメントが張り付かない そのままのアルミプレート、ガラス板にはフィラメントは張り付きません。 以下のものをアルミプレート、ガラス板に貼ることで、フィラメントをベッドに張り付かせることができます。 PLAの出力には「ドラフティングテープ」(メーカによって表面素材が違う場合がありますので、上手く張り付かないものもあります。) PLA、ABS、特殊素材の出力には「カプトンテープ」、「シワなしピット」 (カプトンテープは出力する前に表面をエタノールなどで脱脂をする必要があります。表面に脂が付いている状態ですと、フィラメントが張り付かずに剥がれてしま場合があります。) 制御ボード †配線図
説明 2-1 †制御ボードによってGコードに指示に沿ってステッピングモーターを駆動させます。 制御ボードにはX軸、Y軸、Z軸、エクストルーダ、(エクストルーダ2)とそれぞれのステッピングモータを駆動させる為のモータードライバーがあります。このモータードライバーの電圧値が適切ではないと脱調してしまい、想定通り動かすことができなくなってしまいます。出荷前に適切な値に調整されていますので、基本的にはいじる必要はありません。ただ、動作がおかしいと思った際にはテスターを使用して確認してください。 電圧値はそれぞれ(X軸:0.6V Y軸:0.7V, Z軸:0.6V E:0.6V)です。 注意点 2-2 †
ターミナルに差し込んでいた線の先をハンダでまとめてしまったことで、点接地になってしまい、スパークが起きることで、ターミナルが溶けてしまいます。 同様に、ヨリ線がターミナルからはみ出しているとスパークが起き、ターミナルが溶けてしまいます。
モータドライバーの電圧が高い可能性があります。 制御ボードのモータドライバーにファンの風がしっかりと当たっているか確認してください。モータドライバーの放熱が十分に出来ていないと脱調の原因となってしまいます。
・ステッピングモーターが反対に動く 制御ボードに接続しているステッピングモーターのコネクタの向きが反対です。 または、ファームウェアをご自身でいじった際にモータの駆動方向が反対となっています。 ・ステッピングモータが止まらない 各軸のリミットスイッチのコネクタが抜けていたり、各軸のキャリッジがリミットスイッチに当たらない状態にあると、ステッピングモーターが止まらなくなってしまいます。 綺麗に出力する為に †PLA †PLAを出力する場合にはホットエンド温度を 190~220℃、ベッド温度を60℃にすることを推奨しています。(フィラメントは製造元によって融解温度が違いますので、フィラメントのスペックを今一度確認してください) PLAはノズル先に出力されているものを冷やすクーリングファンを取り付けることで、より綺麗に出力することができます。 ABS †ABSを出力する場合はホットエンド温度を 230~240℃、ベッド温度を110℃にすることを推奨しています。(フィラメントは製造元によって融解温度が違いますので、フィラメントのスペックを今一度確認してください) ABSを出力する場合はオプションのアクリルパネルの購入をお勧めします。ABSは急速に冷却されると、ひけて割れてしまうので、出力エリア周辺の温度を高く保ちながら出力していきます。 日時 &now;
|
|
|
|