![]() Trino のバックアップ(No.16)
Trino のバックアップ(No.16)
![]() Trino のバックアップ(No.16)
Trino のバックアップ(No.16)
Lepton2

Trino
TITAN
atom

Arki
|
|
|
Trino2 3Dプリンター: Wiki&解説ページ †
 Trino2 3Dプリンターはリニアデルタ型のパラレルリンク機構を採用した3Dプリンターです。 はじめに 購入された方は必ずお読みください † 3Dプリンターは使い方次第で今まででは実現不可能だった物を作り出すことができる次世代の必須機器ですが私たちがいつも利用している家電製品とは違い、どちらかというと工具や道具のようなものです。
Trinoデルタ3Dプリンタは、ヘッドが高速で移動し、射出の先端部分を高温にしています。プリンタが動作しているときは常に起こりうる危険に注意してください。 3Dプリンターでよく使われる用語* †
Trino2で使われる用語 †
設置について †設置場所 †
♠動作音に対するTips 初期起動の確認 †
まずはここから「導入からプリント」までのマニュアル †まず必要なソフトのダウンロードとインストールをしましょう! †※画面が小さくて見ずらいと思います、動画ウインドウの右下にYoutubeボタンがありますのでYoutubeページで大きく見ることもできますし、さらに右の四角い枠ボタンでは全画面表示することができます。
上記からバージョン1.0.5をWinodowsの場合はInstallerを、Mac方はそのままダウンロード、インストールしてください。Macの場合は解凍後アプリケーションフォルダに入れてください。 WindowsInstallerからインストールした後、32ビット版のWindowsであればドライブC内、Program Files内にArduinoフォルダができ、その中にインストールされます。64ビット版の場合はProgram Files(x86)の中に同様のフォルダにインストールされます。 ※重要 インストール時にドライバーも同時にインストールするか聞かれるので必ずドライバーをインストールしましょう。 ドライバーは3Dプリンターに限らず機器とパソコンをUSBで繋いで通信し合うための鍵となります。 ドライバーがインストールされないと3Dプリンターをパソコンから操作できないので必ずインストールしましょう。
Zipファイルダウンロード後、Windowsの場合デスクトップや自分のわかりやすい場所にフォルダを作りその中に解凍しましょう。 Macの場合解凍したファイルをアプリケーションフォルダに移動してDockに追加しましょう。
一番上のバージョン1.5をダウンロードします。 Zipファイルダウンロード後、Windowsの場合デスクトップや自分のわかりやすい場所にフォルダを作りその中に解凍しましょう。 Macの場合解凍したファイルをアプリケーションフォルダに移動してDockに追加しましょう。 ※注意 Kisslicerは起動して閉じた後に4つのファイルを自動生成します。特にWindowsの場合管理権限により生成が阻止される場合があります、その場合ドライブC直下にフォルダを作り、その中で起動してみましょう。 3Dプリンターと接続をしてみましょう。 †まず3DプリンターとパソコンをUSBで接続し電源を入れ、 Pronterfaceの赤いアイコンをダブルクリックし起動してみましょう。 左上のBaudRateを250000にし、ポート(Port)がWindowsの場合COM数字になっていることを確認しましょう。Macの場合は文字の羅列になっていることを確認しましょう。 ※ポート(Port)がCOM数字(Winの場合)ではなく空欄の場合ドライバーが正しくインストールされていないことになります。 ドライバーのインストールでつまづいた場合、以下のソフトウェア解説からも詳しい解説をしています。 COMポートが確認できたらConnectボタンを押して3Dプリンターと接続をしてみましょう。 この時右欄のステータス欄ではPrinter is now onlineと表示され様々なステータスが表記されます。 Pronterfaceの左下にはホットエンドのTとヒーテッドベッドのBの温度が表示されていることも確認しましょう。 スライサーの設定をして3Dプリントの準備! †3Dプリントするには3DモデルをGcode化する必要があります。 Kisslicerを使って3Dモデルを解析しGcodeファイルを生成し、Pronterfaceから3Dプリントすることが可能になります。 Kisslicerの設定は動画近日公開を予定していますがまずは以下の通りに設定してみましょう。 ソフトを起動し、ExpertまたはMediumモードを選択します。画面右下のShowSettings?のチェックボックスにチェックを入れると設定画面が下段に出てきます。 Trino2の動作確認から3Dプリント開始! †本動画ではTrino2 3Dプリンターの電源投入から起動、動作確認を行い、 フィラメントの装填、プリント時の諸注意や一度わざとプリント失敗してからスライサーの微調節を行い3Dプリントまで説明しています。 よりTrino2を使いこなすために †Trino2の自動平面調節機構 Zprobeの解説 †
Zprobeの使い方のおさらい 1. Trino2のエフェクター背面に取り付けられている金属棒のロッドを手で下に降ろしてみましょう。磁石で上部にくっついているだけなのでカシャっと下に降りるはずです。 ※必ず行ってください。 2. Pronterfaceの右側のステータス欄下部またはSimplify3DのCommunicationウィンドウから M502 を入力しエンター、入力後 M500と入力しエンターをすると 初期化になります。 Zprobe開始する場合 一度まっさらに初期化しましょう。 3. その後 G30 A と打ってエンターでZprobe開始です。 4. Zprobeは一番最初に指で降ろしたロッドとそれにつながるスイッチが連動してベッド面の平面度を測定します、 測定部分は中央 奥 左奥 左手前 手前 右手前 右奥 の7点です (六角形と中央)。 5. 上記7点を何回も反復計測し、それぞれの高さ距離の平均値と差異から得られる値を一時的に記録していきます。 ですのでZprobeはお使いの機体によって終了時間が大きく異なります、2時間で終わる場合もあれば何時間もかかる場合もあります。 6. Zprobeが終わるときのサインはエフェクターが動かなくなった時で、 ステータス欄またはCommunicationウインドウをみてみると 英語で「Auto Calibration Completed」というサインだけ残っているはずです。 7. Zprobeの動作が終わり次第 最後に M500 と入力してエンターを押すとG30 Aで開始したZprobeの自動計測値を反映させることで終了します。ここでM500を行わないとZprobeの得た情報が反映されません! 8. 終了後はZprobeで計測に使うロッドを指で押し上げて元の場所に戻してください。 一つ前の3Dプリント開始のチュートリアル動画同様、ノズルとベッド面の隙間をわざと大きく開けた設定(Z-offset)を十分に設けてから開始してください。 Trino2に搭載されるファームウェアはTrino1時の物よりさらに精度よく計測し補正してくれますが、しかしZprobeによる自動キャリブレーションは必ず完璧なキャリブレーションを提供するものではありません。 例えばZprobe後、「X軸側がもうコンマ数ミリだけ若干ノズルとベッドの距離を縮めたい」というような痒い所に補正を入れたい時があります。 そんな時はZprobeを再度いちから行うより手動で修正したほうが早いでしょう。 Zprobeの手動補正の仕方 上記動画でもあるようにM666 Lでは補正値の内容をリスト化して閲覧することができますね。 それぞれの項目は手動で数値を入れて直接変更することも可能です。 M666 X-3.0と打ち込んだあと M500と打ち込めばX軸のエンドストップの位置補正値を-3.0に直接変更することが可能です。 例えばX-1.0だった状態が手動修正後-3.0にした場合、ノズルがXタワー(Aタワー)に近くに移動すると修正前より-2.0mm下に下がることになります。 つまりXYZの三角形の平面上でXの頂点が若干下がり傾く、ということになります。 他にもRの値であるDeltaRadiusを現在91.0だったのに対してM666 R93.0にしてM500で決定すると、ベッド面中央部にノズルが移動すると浮き気味になり、外延部では沈み気味になります。(もしくは逆かも) 逆に低い数値にするとベッド中央部にノズルが移動した場合ノズルがベッドに向かって沈み、外延部はノズルが浮くという凹凸のコントロールになります。(もしくは逆かも) つまりDeltaRadiusはノズルが中央部や外延部に移動しても凹凸でなくフラットな状態になるピッタリの値を探さなければなりません。 Zprobeを含み平面の調節はXYZのエンドストップの位置補正とDeltaRadiusの値補正が主になり、ABSタワー(XYZタワー)のひずみ補正値にを若干加えたものとなります。 その他ロッドの長さも若干補正されますが、変更できない項目はP(Zprobeロッドの設置位置)とHのノズルとベッドの距離の最大値です。 Simplify3Dの導入、設定解説 †
Trino2では別途オプションでSimplify3Dご購入できます。Simplify3Dはスライサーとホストソフトウェア機能が一体になっています。Trino2用に設定するには以下のファイルをダウンロードしてください。 Simplify3Dをインストールするには、まずホームページでログインしてソフトウェアをダウンロードします。英語のページになりますが、クイックスタートガイドの日本語訳を用意していますのでご参照ください。 またソフトウェア解説ページにて詳しい設定変更の仕方等丁寧に解説した動画がございますので是非ご覧ください。
他のスライサーを使用する。 †Trino2は、RepRapのデルタロボット型システムを応用していますので、デルタロボットをサポートしている他のスライサーを使用することができます。 Trino1でのプリント開始の仕方 †Trino2では本ページが導入解説となりますが、 Trino1での3Dプリントの仕方や導入方法は以下のページをご参照ください。 http://wiki.genkei.jp/?3D%20Printer%20Guide 機体解説 †各部呼称 †記述中 †本体スペック †
W/幅 : 350mm D/奥 : 350mm (リール無しの場合) H/高 : 430mm
X軸 195mm Y軸 200mm Z軸 200mm (H/高さ)
0.3 (0.4mmノズル時)~ 0.025mm
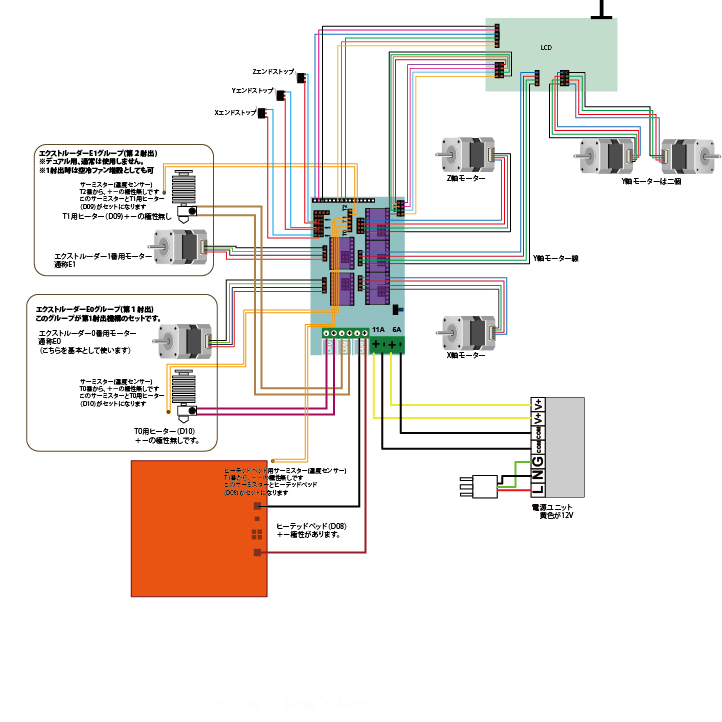
5~120mm/s 出力可能素材 †PLA・PolyPlusPLA・PolyMaxPLA・TerramacPLA・導電性PLA・Flex PLA(ゴムライク)・ABS ・SmartABS・Nylon ・各種金属樹脂・石膏ライク・熱変色性PLA・PET・T-Glase・HDGlassPET・スポンジ・HIPS・カーボン・ワックス樹脂・Co-polymerXT・木材樹脂・PVA・ポリカーボネート(高難易度)・ゴム素材(高柔軟材は不可)、その他随時追加、お問合わせください。 制御ボード †配線図
X軸周り †説明 2-1 †ステッピングモーターが駆動することによって、ベルトを引っ張り、Xキャリッジが上下に動きます。 注意点 2-2 †
Xキャリッジのベルトを止めているパーツからベルトが抜けてしまうことで、緩んでしまうことがあります。
Y軸周り †説明 2-1 †ステッピングモーターが駆動することで、ベルトを引っ張り、Yキャリッジが上下に動きます。 注意点 2-2 †
Yキャリッジのベルトを止めているパーツからベルトが抜けてしまうことで、緩んでしまうことがあります。
Z軸周り †説明 2-1 †す。 注意点 2-2 †
エフェクター †説明 2-1 †X,Y,Zの3つの軸のキャリッジが独自に動くことでホットエンドを載せているエフェクターが平面上を並行に動きます。 エクストルーダー †説明 2-1 †ステッピングモーターに取り付けたドライブギアでフィラメントを押し出したり、引き抜いたりします。 注意点 2-2 †
長時間稼動し続けていると、ドライブギアがフィラメントのかすで詰まってしまい、フィラメントを上手く押し出すことができなくなってしまいます。
ノズル †説明 2-1 †Trino2に使用されている新型2ピースノズルではホットエンドの温度域を更に上げることができ、今までよりも幅広種類のフィラメントを出力することができます。 注意点 2-2 †
ホットエンドが十分に加熱されていない状態で、フィラメントを押し出すと、ノズル詰まりの原因となってしまいます。 ホットエンドで溶けたフィラメントがコールドバレルまで戻り、そこで冷えて固まってしまい、フィラメントが押し出せなくなってしまいます。
ヒーテッドベッドの電源の線、サーミスタの線が抜けている。 電源の電力が足りていない。 ホストソフト、スライサーで、ベッドの温度を設定していない。 サーミスタがヒートコアから抜けている。 ヒータが故障している。 以上のような可能性がございますので改めてご確認ください。 ベッド †説明 2-1 †3Dプリンターにとってベッドの平面が出ていることがとても重要です。ベッドを支えている3点のボルトを上下させることで平面出しが調節出来るようになっていますので。 もし平面が出ていないときはここで調節を行ってください。 ベッドとノズル先の間に距離は0.1mm(紙1枚分)ほどが好ましいです。調整するときはZ軸のリミットスイッチに位置を調整するか、コントロールソフトでZ-Axisをオフセットすることで合わせます。 注意点 2-2 †・ベッドの温度が温まらない ヒーテッドベッドの電源の線、サーミスタの線が抜けている。 電源の電力が足りていない。 ホストソフト、スライサーで、ベッドの温度を設定していない。 ・ベッドにフィラメントが張り付かない そのままのアルミプレート、ガラス板にはフィラメントは張り付きません。 以下のものをアルミプレート、ガラス板に貼ることで、フィラメントをベッドに張り付かせることができます。 PLAの出力には「ドラフティングテープ」(メーカによって表面素材が違う場合がありますので、上手く張り付かないものもあります。) PLA、ABS、特殊素材の出力には「カプトンテープ」、「シワなしピット」 (カプトンテープは出力する前に表面をエタノールなどで脱脂をする必要があります。表面に脂が付いている状態ですと、フィラメントが張り付かずに剥がれてしま場合があります。) 制御ボード †説明 2-1 †制御ボードによってGコードに指示に沿ってステッピングモーターを駆動させます。 注意点 2-2 †
ターミナルに差し込んでいた線の先をハンダでまとめてしまったことで、点接地になってしまい、スパークが起きることで、ターミナルが溶けてしまいます。 同様に、ヨリ線がターミナルからはみ出しているとスパークが起き、溶けてしまいます。
モータドライバーの電圧が高いです。 制御ボードのモータドライバーにファンの風がしっかりと当たっているか確認してください。モータドライバーの放熱が十分に出来ていないと脱調の原因となってしまいます。
・ステッピングモーターが反対に動く 制御ボードに接続しているステッピングモーターのコネクタの向きが反対です。 ・ステッピングモータが止まらない 各軸のリミットスイッチのコネクタが抜けていたり、各軸のキャリッジがリミットスイッチに当たらない状態にあると、ステッピングモーターが止まらなくなってしまいます 綺麗に出力する為に †PLA †PLAを出力する場合にはホットエンド温度を 190~220℃、ベッド温度を60℃にすることを推奨しています。(フィラメントは製造元によって融解温度が違いますので、フィラメントのスペックを今一度確認してください) PLAはノズル先に出力されているものを冷やすクーリングファンを取り付けることで、より綺麗に出力することができます。 ABS †ABSを出力する場合はホットエンド温度を 230~240℃、ベッド温度を110℃にすることを推奨しています。(フィラメントは製造元によって融解温度が違いますので、フィラメントのスペックを今一度確認してください) ABSを出力する場合はオプションのアクリルパネルを購入してください。ABSは急速に冷却されると、ひけて割れてしまうので、出力エリア周辺の温度を高く保ちながら出力していきます。 日時 &now;
|
|
|
|